139-2591-3620
歡迎光臨佛(fó)山市(shì)晶(jīng)菱玻璃機械有限公司官(guān)方(fāng)網(wǎng)站!

139-2591-3620

佛山市91麻豆传媒玻(bō)璃機(jī)械有限公司
聯係人:王先生
電話:0757-85507185
手機:13925913620
郵箱:837466960@qq.com
網址:www.china-getter.com
地址:佛山市三水區白坭鎮(zhèn)白金路(進港路口)白金工業區(qū)

異型玻璃切割機在切割之前,可以人為地設置切割速度,為了達到更好的切(qiē)割質量,在不同運(yùn)行速度之間(jiān)存在著一個適宜切削速度範圍,這個(gè)範圍可以(yǐ)通過測試來得出,因為材料本身的厚度,材質不同(tóng),熔點高(gāo)低不同、導熱係數大小和熔體的表麵張力等因素不同,切削速(sù)度和相應的變化。
1、適度提高切(qiē)割(gē)速(sù)度可以提高切口的質量(liàng),即切口略微收窄,切口表麵較(jiào)為平整,同時可以減少變(biàn)形。
2、太快(kuài)切割速度使切割線能量低於所需的(de)值,和射流切(qiē)割(gē)聯合不能吹掉熔化切割(gē)立刻融化,導致(zhì)大量的拖尾,這(zhè)是伴隨著渣掛在切口,切(qiē)口表麵質量下降。
3、當(dāng)切削速度過低,由於陽極(jí)等離子弧切割,為了維持穩定的電(diàn)弧本身和陽極斑(bān)點或陽極區附近的電(diàn)弧切割縫須找(zhǎo)到傳(chuán)導電流,同時射流徑向傳輸更多的熱量,從(cóng)而使切口(kǒu)寬(kuān)度和切口兩邊(biān)的熔料在底(dǐ)部法蘭和凝固,形成不容易清潔,掛渣(zhā)和(hé)切口邊(biān)緣因受熱熔化而形(xíng)成(chéng)的圓(yuán)角過多。
4、當速度非常低時,由於切口太寬,電弧甚至會被熄滅。因此,良好(hǎo)的異形切(qiē)割機刀頭質量與切削速度是分不開的。
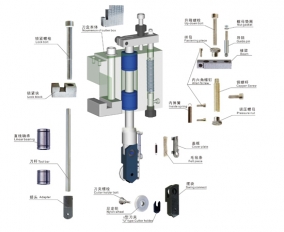
玻璃切割機上的配(pèi)件,刀輪夾(jiá)、切割機配件等等,91麻豆传媒玻璃機械都有供應,歡迎選購!
 在線谘詢
在線谘詢







爐(lú)")





